PEI,中文名稱為聚醚酰亞胺,琥珀色透明固體,不添加任何添加劑就有固有的阻燃性和低煙度,其具有優(yōu)良的機械性能、電絕緣性能、耐輻照性能、耐高低溫性能等。熱變形溫度達220℃,可在-160一180℃的工作溫度下長期使用,屬于進出口限制材料,價格非常昂貴。

材料應用
因為PEI具有很強的綜合性能,在餐飲行業(yè),醫(yī)療器械,汽車工業(yè)和汽車照明,通訊等領(lǐng)域都有著廣泛的應用。
在汽車燈具上面的應用,主要是看上了它的這幾點性能:
PEI是一種熱塑性材料,生產(chǎn)加工過程中性能損失小,可以回收重復使用;
玻璃化轉(zhuǎn)化溫度很高,超過200攝氏度;
可以免底涂鍍鋁,能獲得較高的表面質(zhì)量和鋁層附著力;
密度相對較低,尺寸穩(wěn)定性極佳,其本身又具有的低煙度特性。
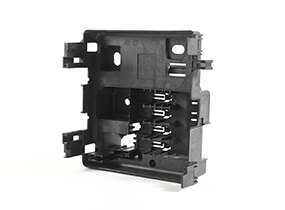
主要產(chǎn)品包括前霧燈的反射鏡,組合前燈透鏡組裝飾圈等。
注塑成型工藝
干燥處理:PEI具有吸濕特性并可導致材料降解。要求濕度值應小于0.02%。建議干燥條件為150℃、4小時的干燥處理。盡量使用那種除濕干燥型的烘料機,別用那種熱風干燥機,這種材料特別貴,少浪費一點,一臺設(shè)備的錢就有了。
熔化溫度:普通類型材料為340~400℃;增強類型材料為340~415℃。
模具溫度:135~170℃,我們一般把模具溫度設(shè)置為140℃,使用的是油溫機,油管都是那種帶金屬絲的高溫油管,畢竟無論是高溫油或者水都太危險了。
注射壓力:1000~1500bar。
注射速度:使用盡可能高的注射速度。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術(shù)與設(shè)備呢?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產(chǎn)品的表面冷料痕會對產(chǎn)品產(chǎn)生什么影響?
- 實用技巧:解決注塑產(chǎn)品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點,專業(yè)技術(shù)助您解決產(chǎn)品縮水難題