

-
peek材料注塑成型的模溫是多少?
PEEK材料注塑成型的模溫設(shè)置直接影響產(chǎn)品質(zhì)量,選對(duì)溫度能讓產(chǎn)品光滑結(jié)實(shí),選錯(cuò)可能導(dǎo)致缺陷。今天就來聊聊PEEK材料注塑成型的模溫選擇,分享一些實(shí)用技巧!
peek材料注塑成型 0

-
為什么制造評(píng)審設(shè)計(jì)對(duì)塑料模具至關(guān)重要?
制造評(píng)審設(shè)計(jì)作為塑料模具開發(fā)的關(guān)鍵步驟,往往決定著模具的成敗。忽視評(píng)審可能導(dǎo)致模具缺陷、生產(chǎn)延誤甚至成本激增。今天就來聊聊為什么制造評(píng)審設(shè)計(jì)對(duì)塑料模具如此重要,分享一些實(shí)用經(jīng)驗(yàn),希望為從事注塑加工的朋友提供參考,優(yōu)化塑料模具開發(fā)流程,少走彎路。
塑料模具 0

-
PEEK 注塑與精密模具:賦能人形機(jī)器人核心關(guān)節(jié),銘洋宇通如何突破 0.01mm 精度壁壘,成為 AI 時(shí)代的可靠伙伴?
時(shí)代風(fēng)口:人形機(jī)器人對(duì) PEEK 材料的“戰(zhàn)略級(jí)剛需” 隨著宇樹科技(Unitree Robotics)等行業(yè)領(lǐng)軍者推動(dòng),人形機(jī)器人(Humanoid Robot)已成為當(dāng)前 AI 技術(shù)最集成、最具商業(yè)想象力的落地應(yīng)用。這場(chǎng)技術(shù)革新對(duì)供應(yīng)鏈提出了前所未有的挑戰(zhàn):機(jī)器人要實(shí)現(xiàn)擬人化的靈活運(yùn)動(dòng)和長(zhǎng)時(shí)間續(xù)航,輕量化和高可靠性是核心命門。 傳統(tǒng)金屬材料或普通工程塑料已無法滿足機(jī)器人關(guān)鍵運(yùn)動(dòng)關(guān)節(jié)、骨骼結(jié)構(gòu)和傳動(dòng)部件的極端要求。而 PEEK(聚醚醚酮)注塑件,憑借其“工程塑料之王”的卓越性能,正迅速成為解決該痛點(diǎn)的戰(zhàn)略級(jí)“剛需”材料。
PEEK注塑 5
-
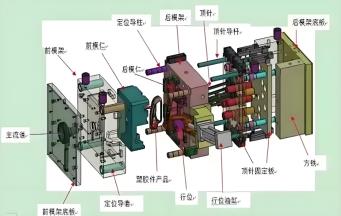
注塑模具中的關(guān)鍵部件有哪些?
注塑模具是注塑加工的核心裝備,其關(guān)鍵部件直接決定產(chǎn)品精度和生產(chǎn)效率。了解這些部件的功能和設(shè)計(jì)要點(diǎn),能幫助優(yōu)化注塑模具性能,提升成品質(zhì)量。今天就來聊聊注塑模具中的核心部件及實(shí)用建議,希望為注塑加工的朋友提供參考,助力打造高效模具。
注塑模具 注塑加工 3

-
注塑模具圓形排位流道最簡(jiǎn)單方法
在注塑模具設(shè)計(jì)中,圓形排位流道的布局直接影響生產(chǎn)效率和產(chǎn)品品質(zhì)。流道設(shè)計(jì)得當(dāng),能讓熔膠均勻填充每個(gè)型腔,減少?gòu)U料和缺陷。如何用最簡(jiǎn)單的方法優(yōu)化注塑模具圓形排位流道,是一門值得鉆研的技術(shù)活。今天就來分享一些關(guān)于注塑模具圓形排位流道的實(shí)用設(shè)計(jì)技巧:
注塑模具 5

-
PP 與TPR 雙色成型效果怎么樣?
在注塑加工領(lǐng)域,雙色成型技術(shù)因能打造兼具美觀與實(shí)用性的產(chǎn)品而備受推崇,其中PP(聚丙烯)與TPR(熱塑性橡膠)的搭配應(yīng)用廣泛,常用于汽車配件、家居用品和電子外殼等領(lǐng)域。PP與TPR雙色成型的表現(xiàn)如何?今天就來聊聊這種組合的實(shí)際效果,分享一些實(shí)用經(jīng)驗(yàn)和技巧,希望能為從事注塑加工的朋友提供參考,提升雙色成型的成功率,少走彎路。
雙色成型 7
