

-
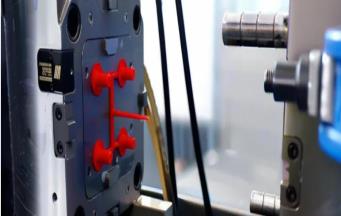
什么是多腔模具中的流道平衡?
流道平衡中的關鍵概念 Multi-Cavity Mold 多腔模具 :具有多個相同型腔的模具,每個周期可生產(chǎn)多個零件。 流道 :將熔融塑料從注射點引導到型腔的通道。 平衡:設計流道以確保相同的流道長度和一致的橫截面,以實現(xiàn)均勻填充。 流道系統(tǒng)的類型 H 型流道系統(tǒng):對稱布局,本質(zhì)上是平衡的,但對于較大的模具可能需要調(diào)整。 Fishbone or Arbitrary Layouts:用于需要精確平衡的特定設計。 在汽車、包裝和消費電子等行業(yè)中,流道平衡至關重要,在這些行業(yè)中,一致的零件質(zhì)量至關重要。
多腔模具 注塑成型 10

-
精密塑膠模具測試的典型應用場景有哪些?
醫(yī)療設備絕對準則 在FDA 2025新規(guī)框架下,依托AI視覺系統(tǒng)(識別分辨率0.003mm3)掃掠胰島素筆齒輪嚙合面,齒距公差帶收縮至1.2μm。醫(yī)用級PEEK材料經(jīng)液相色譜-質(zhì)譜聯(lián)用儀(LC-MS)析出物檢測,確保<0.1μg/cm2的細胞毒性禁區(qū)。精密塑膠模具測試在此領域的核心價值是建立微生物“零滲透”屏障——對標ISO 13485:2025的滅菌保障協(xié)議,使內(nèi)窺鏡套管(Ra 0.15μm)成為人體腔道的無菌隧道。
精密塑膠模具 塑料模具 14

-
如何有效應對白色與透明產(chǎn)品生產(chǎn)中的混色問題
混色問題對白色或透明產(chǎn)品的外觀與性能產(chǎn)生顯著負面影響: · 顏色偏差:產(chǎn)品出現(xiàn)發(fā)黃、發(fā)灰或暗沉現(xiàn)象,透明度無法達到客戶要求。 · 表面缺陷:深色料殘留導致黑點或條紋,嚴重影響產(chǎn)品美觀。 · 廢品率升高:不良品率可能達到5-10%,增加材料與人工成本。 · 生產(chǎn)效率降低:頻繁清洗與返工延長停機時間,影響交貨周期。 · 客戶滿意度下降:外觀缺陷可能引發(fā)退貨或投訴,損害企業(yè)信譽。
注塑成型 14
-
如何在注塑成型中優(yōu)化冷卻時間?
一、模具冷卻系統(tǒng):根治散熱效率 1. 隨形冷卻水道 傳統(tǒng)直線水道→產(chǎn)品表面距離>15mm ? 升級方案:3D打印隨形水路(間距3-5mm)? → 散熱速度↑40% (案例:深圳某廠手機殼冷卻22秒→13秒)
注塑成型 9
-
射出系統(tǒng)在注塑成型中是如何工作的?
在注塑成型過程中,螺桿不僅是混合和輸送裝置,還起到精確計量作用。熔融塑料在螺桿前端積聚,形成一定體積后,螺桿迅速前推,通過噴嘴將塑料高壓注入塑膠模具。注射壓力通常在50-150 MPa之間,需根據(jù)塑膠模具結構和制品復雜度調(diào)整,以避免填充不足或飛邊等缺陷。噴嘴設計也至關重要,需確保流道順暢,防止材料降溫凝固。
注塑成型 塑膠模具 9

-
常見的帶螺紋的塑件脫模方式有哪些?
旋轉脫模是最常用的方式,適用于內(nèi)外螺紋塑件。塑膠模具中,螺紋部分通過一個可旋轉的型芯或型腔實現(xiàn)脫模,通常由液壓馬達或機械齒輪驅動。這種方式適合螺紋較深、精度要求高的產(chǎn)品,如瓶蓋、螺母等。
塑膠模具 螺紋模具 17
