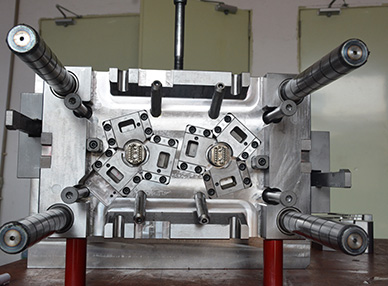
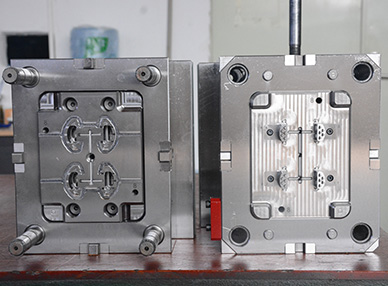
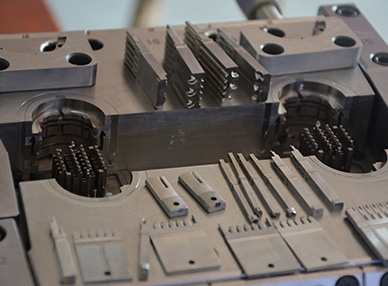
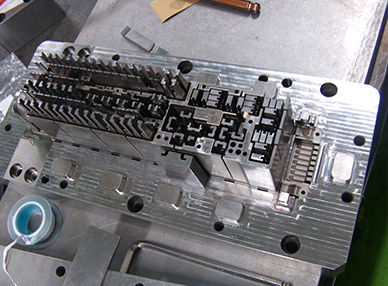
聚苯硫醚(PPS)PPS注塑件它是一種高性能的熱塑性工程塑料。在熱穩(wěn)定性,化學穩(wěn)定性,以及電器豈能方面都表現的十分優(yōu)異。在電子電器、汽車、機械、石化等領域的應用越來越廣泛。此外,PPS具有其他工程塑料無法比擬的流動性,易于加工成型。

PPS的加工
由于PPS具有良好的流動性,可以通過注塑、擠壓、壓制等方法進行加工,其中注塑成型是主要的成型方法。PPS具有優(yōu)秀的流動性,可以加工薄且長各種復雜結構的產品。
1.加工前預處理
PPS注塑件在加工前需要在150℃左右的溫度下進行 3-4個小時的烘干。PPS成型時,水分在加熱時揮發(fā),水蒸氣聚集在料筒內。在噴嘴處,容易出現“流涎”現象,甚至對型腔不滿,導致產品出現銀紋、氣泡等現象。
2.工藝溫度的設定
PPS注塑加工可使用普通螺桿注塑機進行加工,料筒溫度保持在315-360℃,噴嘴溫度稍微低于均化段溫度即可。控制好模具溫度是保證產品穩(wěn)定性的關鍵。135-163℃是PPS的結晶溫度,低于135度時,PPS注塑件呈半結晶或非結晶狀態(tài),如果溫度過高會繼續(xù)結晶從而導致注塑件縮水。如果使用低溫模具則容易出現填料滲出表面,導致產品表面無光澤粗糙的不良結果。
PPS的結晶對注塑加工件有很大的影響。注塑成型加工過程中應根據不同的使用要求標準選擇不同的結晶度。提高結晶度可以提高零件的耐熱性,但結晶度越高越好。降低結晶度可以提高注塑件的尺寸穩(wěn)定性,減少零件的翹曲凹陷,提高材料的韌性。因此,成型模具的溫度應根據產品的要求來確定。
3.注射壓力
產品成型好壞可以用提高注塑壓力來控制,但壓力大小與澆注系統(tǒng)的形狀、尺寸、位置、工藝條件以及產品結構有關;注塑壓力在50-200MPa之間。為了保證產品的機械性能和尺寸精度,最好使用更高的注射力,尤其是形狀復雜、薄壁部件。
4.產品的后處理
PPS屬于半結晶聚合物,注塑成型后會緩慢結晶,使產品收縮。產品厚度與熱處理的時間成正比,最好控制在135-163℃之間,可以讓PPS注塑件充分結晶。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 日本產品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產品的表面冷料痕會對產品產生什么影響?
- 實用技巧:解決注塑產品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點,專業(yè)技術助您解決產品縮水難題