塑料模具的止口與反止口需要拔模嗎?一般拔模幾度?
文章出處:行業(yè)新聞 網(wǎng)責(zé)任編輯: 銘洋宇通塑料模具廠 閱讀量:1 發(fā)表時間:2024-03-12
在塑料模具的制造過程中,止口與反止口的設(shè)計至關(guān)重要。它們不僅影響著模具的成型質(zhì)量,還直接關(guān)系到脫模的難易程度。那么,止口與反止口是否需要拔模?拔模的角度又該如何把握呢?
首先,我們要明確什么是拔模。拔模是為了方便塑料件從模具中順利脫出,而在模具設(shè)計時預(yù)留的一定的傾斜角度。對于止口與反止口來說,拔模同樣不可或缺。
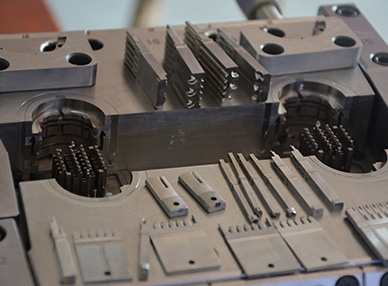
止口,作為模具中固定和定位的關(guān)鍵部件,其設(shè)計需要兼顧穩(wěn)定性和脫模的便捷性。適當(dāng)?shù)陌文=嵌瓤梢源_保塑料件在成型后能夠輕松地從止口中脫出,避免產(chǎn)生卡滯或變形等問題。
反止口,則主要起到防止塑料件在脫模過程中被拉傷或變形的作用。同樣,合理的拔模角度對于反止口來說也是必不可少的。它不僅能夠保證脫模的順暢,還能有效延長塑料模具的使用壽命。
那么,拔模的角度該如何選擇呢?一般來說,拔模角度的大小應(yīng)根據(jù)塑料材料的特性、模具結(jié)構(gòu)以及產(chǎn)品要求等多方面因素來綜合考慮。通常情況下,拔模角度在1°至5°之間是比較常見的選擇。但需要注意的是,過小的拔模角度可能導(dǎo)致脫模困難,而過大的角度則可能影響產(chǎn)品的精度和外觀。
在塑料模具制造領(lǐng)域,我們始終堅持精益求精的態(tài)度,通過不斷的技術(shù)創(chuàng)新和實踐探索,為客戶打造出更加完美、高效的模具產(chǎn)品。我們的模具設(shè)計團隊擁有豐富的經(jīng)驗和專業(yè)的技能,能夠根據(jù)客戶的需求和產(chǎn)品的特點,量身定制出更適合的拔模方案。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- 塑料模具的設(shè)計和制作的主要流程都有哪些?
- 塑料模具的止口與反止口需要拔模嗎?一般拔模幾度?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產(chǎn)品的表面冷料痕會對產(chǎn)品產(chǎn)生什么影響?