包膠模具的設計和使用常常讓許多初學者或經(jīng)驗不足的工程師感到困惑,尤其是關于如何放縮水這個問題。包膠模具本質上是用于二次注塑的工具,將軟膠或硬膠包裹在基件上,如果縮水設置不當,容易導致產(chǎn)品尺寸偏差、裝配失敗或表面缺陷。今天就來聊聊包膠模具怎么放縮水.
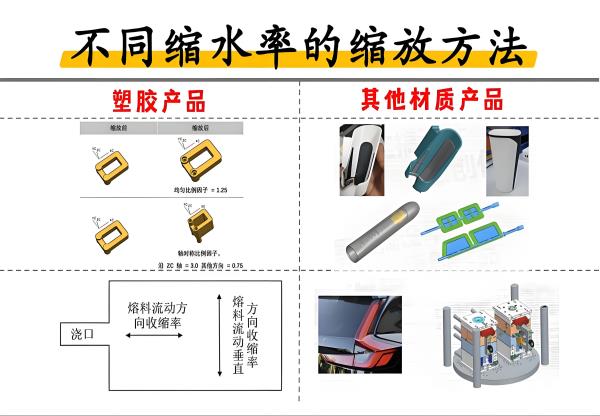
首先,得明白放縮水在包膠模具中的含義。縮水其實就是預留收縮率,塑料材料冷卻時會體積縮小,如果包膠模具不考慮這個因素,成品就可能偏小或變形。在包膠模具設計時,放縮水的核心是根據(jù)基件狀態(tài)和材料特性來決定是否預留,以及預留多少。一般來說,包膠模具的縮水率在0.5%到2%之間浮動,但不是一刀切,得因地制宜。
拿最常見的情況來說,如果基件是先注塑成型并完全冷卻后,再放入包膠模具進行二次包膠,這時包膠模具通常不需要放縮水。因為基件已經(jīng)定型,尺寸穩(wěn)定,如果包膠模具放了縮水,反而會讓包膠層過厚,導致整體產(chǎn)品膨脹,裝配時卡殼。
但如果基件剛注塑出模,還帶著余熱,通過機械臂直接轉移到包膠模具中立即包膠,這時包膠模具就必須適當放縮水。熱態(tài)基件體積稍大,不放縮水容易在包膠過程中壓傷表面或造成粘模。包膠模具的縮水率可以根據(jù)軟膠材料如TPE或TPU的熱膨脹系數(shù)來定,通常預留1%左右。
還有一種特殊場景是包膠模具用于包覆五金件,比如金屬插針或支架。如果五金件體積大,能完全支撐結構,那包膠模具就不能放縮水。否則,縮水預留會放大公差偏差,多出的尺寸就是問題源頭,嚴重時影響防水或強度。舉例來說,在設計一個電子連接器包膠模具時,五金芯軸較大,我們零縮水設置,成品耐用性大幅提高,避免了后期調(diào)整。
當然,包膠模具放縮水的具體數(shù)值還需結合材料供應商數(shù)據(jù)和試模結果。建議先小批量測試,測量冷卻前后尺寸變化,逐步優(yōu)化包膠模具的參數(shù)。工藝上,控制注塑溫度和冷卻時間也能輔助縮水管理,避免不均收縮。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 包膠模具怎么放縮水?
- 連接器精密模具設計過程中需要考慮哪些因素
- 常用塑膠模具鋼材型號及其性能詳解?
- 塑料模具的壽命一般是多久?
- 注塑成型時,局部壁厚過厚會出現(xiàn)什么不良?